
Magfine Corporation es la mejor empresa de imanes con 25 años de actividad
Varias instituciones de Japón y del mundo defienden la gestión e inspecciones de la calidad. Entre las normativas más comunes se encuentran ISO, un estándar internacional de gestión e inspecciones, creado por la Organización Internacional de Normalización, y JIS, un estándar japonés creado por el Comité Japonés de Estándares Industriales. Otros reglamentos incluyen REACH, RoHS y PFOS, que son estándares europeos sobre calidad, materiales y productos. Aunque nuestra planta de Japón no cuenta con la certificación ISO, estamos comprometidos con la normalización de los procedimientos de producción y los estándares de inspección, de conformidad con varios estándares pertinentes.
En este apartado no gustaría explicar el procedimiento de gestión de la calidad que se sigue con los imanes de neodimio, que son imanes de tierras raras habituales y bien conocidos. En nuestra página web realizamos un recorrido por las plantas de producción, con la ayuda de nuestro fabricante de equipos originales de China. (Los procedimientos de gestión de la calidad también difieren ligeramente debido a los distintos procedimientos de producción que dependen del material utilizado, como por ejemplo el imán de ferrita, el imán de samario-cobalto, etc.). Para evitar el envío de productos defectuosos, los empleados de nuestra empresa designados en China controlan e inspeccionan minuciosamente los procedimientos de diseño, producción y acabado. Tenemos el firme compromiso de mejorar y de identificar el origen de cada problema.
| Nº | Procedimiento | Instalación | Características | Método | Procesamiento para productos defectuosos | Imágenes | |||||||||
| Nº | Producto | Procedimiento | Especificación de tolerancia para el procedimiento de producción, | Método de control | Muestra | Método de ajuste de gestión | |||||||||
| Empleado | Inspección | ||||||||||||||
| Valor permitido | Frecuencia/tiempo | Valor permitido | Frecuencia/tiempo | Empleado | Inspección | ||||||||||
| 1 | Aceptación de materia prima | 1 | Estructura | Patrón de trabajo | Dispositivo de análisis ICP | 4 unidades | Cada lote | Manual estadístico de inspección | Informe de análisis ICP | Devolver producto |    |
||||
| 2 | Apariencia | Inspección visual | 4 barriles (cartón) | Instrucciones técnicas | |||||||||||
| Inspección de aleación de Pr-Nd | 3 | Contenido | Dispositivo de análisis ICP | 4 unidades |  |
||||||||||
| 2 | Preparación del material | Cortadora pulidora | 1 | Apariencia | Inspección de cambios, óxido, oxidación, impurezas | Inspección visual | Todos inspeccionados | Cada lote | Repetir tratamiento |  |
|||||
| 3 | Mezcla | 1 | Mezcla de materiales Inspección de peso | Manual de instrucciones sobre proporciones de materiales mezclados | Dispositivo de ajuste de indicador eléctrico | Una vez | Cada lote | Manual de procedimiento de mezclado | Repetir tratamiento Repetir ajuste | ||||||
| 4 | Fundido | Horno de fundición al vacío | 1 | Tasa de recuperación | 97%-99.5% | Dispositivo de ajuste de indicador eléctrico | 1 ud. | Cada entrada | Registro diario de fundición | Diagrama de dirección | 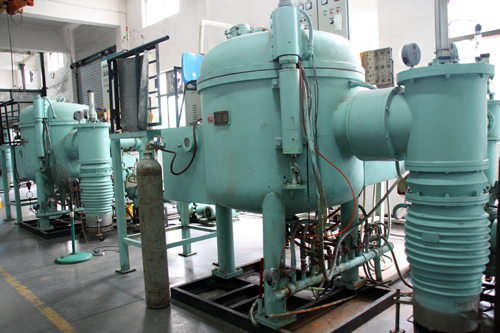 |
||||
| 2 | Presión de vacío | Diagrama de instrucciones para el procedimiento de fundición | Indicador de vacío | Una vez | Cada entrada | Registro diario de inspección de fundición | Límite de separación | ||||||||
| 3 | Presión del argón | Barómetro | Cada vez | ||||||||||||
| 4 | Refrigeración | Tiempo | |||||||||||||
| 5 | Apariencia después del moldeado | Instrucciones sobre el procedimiento de moldeado | Inspección visual | 1 ud. | Cada lote | Registro de inspección de apariencia después de crear la plantilla de moldeado | Límite de separación | ||||||||
| 6 | Espesor después del moldeado | Instrucciones sobre el procedimiento de moldeado | Micrómetro | 4 uds. | Cada entrada | Registro de inspección de espesor después de crear la plantilla de moldeado | |||||||||
| 5 | Cocción bajo entorno de hidrógeno (tratamiento térmico) | Incinerador de hidrógeno | 1 | Presión de vacío | <= 1 Pa | Indicador de vacío | Una vez | Cada entrada | 1 ud. | En cada sustitución | Registro original de AP | Registro de AP | Límite de separación |  |
|
| 2 | Presión del hidrógeno | 0.1-0.2Mpa | Barómetro | ||||||||||||
| 3 | Conformidad | 2-2.5h | Tiempo | ||||||||||||
| 4 | Temperatura de deshidrogenación | 550°C-590°C | Dispositivo de control de temperatura | ||||||||||||
| 5 | Tiempo de deshidrogenación | 6-8h | Temporizador | ||||||||||||
| 6 | Refrigeración | 3.5-4h | |||||||||||||
| 6 | Pulverización | Molino de chorro pulverizador | 1 | Tamaño de partícula | 3.5-4.0 micras | Dispositivo de medición para tamaños medios | Una vez | Cada barril | Informe diario de inspección de tamaño | Gráfica X-R (valor medio) | Límite de separación |
    |
|||
| 2 | Contiene oxígeno | Analizador de oxígeno | 100 % de todos los artículos inspeccionados | Cada entrada | Registro de pulverización | ||||||||||
| 3 | Velocidad de rotación de separación | 3000-4500r/min | Velocímetro | 100 % de todos los artículos inspeccionados | Cada entrada | 1 ud. | Cada día | Registro de pulverización | |||||||
| 7 | Pesaje del polvo | Báscula | 1 | Báscula | Medición del peso del polvo | Ajuste del plan de producción | Báscula | 1 tipo | Cada vez Cada tamaño 3 veces | 1 tipo | Cada vez | Registro de moldeado | Registro de moldeado | Remodelar |   |
| 8 | Moldeado | Formadora de productos magnéticos | 1 | Corriente de imantación | >40(A) | Amperímetro | 100 % de todos los artículos inspeccionados | Cada vez Cada tamaño | Una vez | Cada vez | Registro de moldeado | Registro de moldeado | Reprocesado Ajuste |    |
|
| 2 | Dirección de imantación | >=1500mT >=1200mT |
Medidor de gauss | Una vez | Cada vez Cada tamaño | ||||||||||
| 3 | Tamaño de moldeado | Ajuste de producción | Calibre | 1 ud. | Cada vez Cada tamaño 3 veces | Remodelar | |||||||||
| 4 | Apariencia | Sin virutas ni impurezas | Inspección visual | 100 % de todos los artículos inspeccionados | Cada tamaño | ||||||||||
| 5 | Empaquetado | Sin fugas de aire después de la succión | |||||||||||||
| Imantación paralela | 6 | Sin fugas de aire | Identificación de separación |  |
|||||||||||
| 9 | Agente de separación | Cartucho de nitrógeno | 1 | Apariencia | Imantación paralela y eliminación de aceite; sin fugas de aceite | 100 % de todos los artículos inspeccionados | Cada vez | Una vez | Cada vez | Registro de sinterización | Registro de moldeado | Identificación de separación | |||
| 2 | Cantidad de oxígeno contenido | <1ppm | Medidor de contenido de oxígeno | Cada vez | |||||||||||
| 10 | Sinterización | Incinerador de vacío | 1 | Peso en el interior del incinerador | Instrucciones de sinterización | Cálculo (peso estabilizado x total) | Una vez | Cada entrada | Una vez | Cada vez | Registro de sinterización | Registro de sinterización | Límite de separación |
      
|
|
| 2 | Temperatura de sinterización | Instrucciones de producción | Indicador eléctrico, dispositivo de ajuste de la temperatura | 100 % de todos los artículos inspeccionados | |||||||||||
| 3 | Tiempo de sinterización | ||||||||||||||
| 4 | Temperatura de templado | ||||||||||||||
| 5 | Temperatura de templado | ||||||||||||||
| 6 | Presión de vacío | Instrucciones de sinterización | Indicador de vacío | Una vez | |||||||||||
| 11 | Inspección de propiedades magnéticas | 1 | Dispositivo de calibración | Bobina de calibración | Comprobador de propiedades magnéticas | Una vez | Cada día | ||||||||
| 2 | 20+/-3°C Br |
Registro de especificaciones | Reglamentos de muestreo para la inspección de material | Registro de propiedades NdFeB | Registro de propiedades | Separación o reducción de grado | 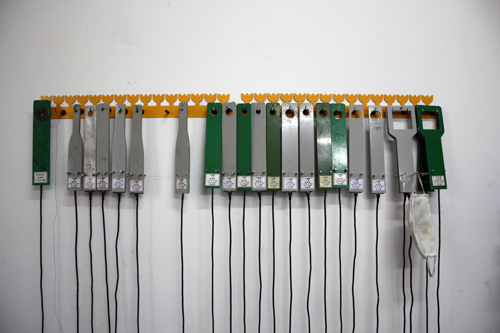  |
||||||||
| 3 | 20+/-3°C Hcb |
||||||||||||||
| 4 | 20+/-3°C Hcj |
||||||||||||||
| 5 | 20+/-3°C (BH)max |
||||||||||||||
| 6 | Densidad | Mediciones de precisión | >=2 uds. | Cada lote | Registro de pruebas de densidad | Separación | |||||||||
| 12 | Rectificado sin centros | Sin centros | 1 | Dimensión | Ajuste de producción | Micrómetro | AQL=1.00 | Cada lote | Registro de procedimiento de rectificado | Repetir tratamiento | |||||
| 2 | Inspección de apariencia, grietas, poros, virutas, óxido, acabado | Acabado, patrón de trabajo | Inspección visual | 100 % todos los artículos inspeccionados | Registro de procedimiento de rectificado | Separación |
 
|
||||||||
| 3 | Biselado | Micrómetro | >=4 uds. | Repetir tratamiento | |||||||||||
| 4 | Imantación | Medición utilizando micrómetro de imán desimantado | |||||||||||||
| 13 | Unión del material | Base de unión | 1 | Perpendicular | Ajuste de producción | Inspección visual | 100 % de todos los artículos inspeccionados | Cada tamaño | Registro de procedimiento de corte | Límite |  |
||||
| Material adherido | 2 | Perpendicular | Colocar la pieza de trabajo en perpendicular a la cuchilla | Clinómetro para cuchilla | 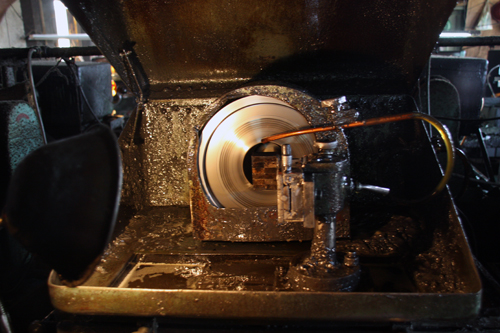  |
||||||||||
| Corte | Cortador | 3 | Velocidad de corte | Mazo 3-6 kg | Báscula | ||||||||||
| 4 | Tamaño de corte | Ajuste de producción | Micrómetro | Cada lote | Repetir tratamiento | ||||||||||
| Eliminación del agente adhesivo, limpieza | 5 | Tiempo de ebullición | 1.5h-2h | Temporizador | Límite | ||||||||||
| 14 | Inspección de tratamiento superficial previo | 1 | Dimensión | Patrones de trabajo para tratamiento superficial previo | Micrómetro | AQL=1.00 | Cada lote | Registro de muestras | 100 % de todos los artículos inspeccionados |   |
|||||
| 2 | Inspección de apariencia, grietas, poros, virutas, marcas de corte o rayas, aceite de sellado, planidad, agujeros, número de defectos | Inspección visual | 100% todos los artículos inspeccionados | Repetir tratamiento |  |
||||||||||
| 3 | Circulatorio | Micrómetro | 4% | Repetir tratamiento | |||||||||||
| 4 | Magnetismo | Medición utilizando micrómetro de imán desimantado | Repetir tratamiento | ||||||||||||
| 5 | Número de piezas | Instrucciones | Instrucciones/dispositivo de medición | 100 % de todos los artículos inspeccionados | 100 % de todos los artículos inspeccionados | Registro de muestras | Complementar | ||||||||
| 17 | Inspección de acabado | Dispositivo de imantación | 1 | Dimensión | Instrucciones | Micrómetro | AQL=1.00 | Cada lote | Registro de muestras de productos acabados | Repetir tratamiento |  |
||||
| 2 | Inspección de apariencia, grietas, poros, virutas, marcas de corte o rayas, óxido, agujeros o tratamiento superficial | Patrones de trabajo para las mediciones | Inspección visual | 100 % de todos los artículos inspeccionados |  |
||||||||||
| 3 | Espesor del recubrimiento | Instrucciones | Indicador de espesor del recubrimiento | 2-6 uds. | Registro de inspección de espesor del recubrimiento | ||||||||||
| 4 | Recubrimiento Corrosión | Instrucciones de niebla salina | Prueba de niebla salina | 1-6 uds. | Registro de niebla salina | 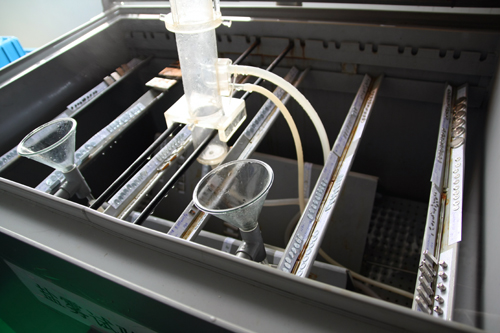  |
|||||||||
| 5 | Densidad de flujo magnético de superficie | Densidad de flujo magnético de superficie, patrón de trabajo | Medidor de gauss | 10-80 uds. | Registro de muestras | Seleccionar sólo productos defectuosos después de la inspección de todos los productos |  |
||||||||
| 6 | Valor de flujo magnético total | Valor de flujo magnético total, patrón de trabajo | Fluxómetro | 10-80 uds. |  |
||||||||||
| 7 | Número de piezas | Ajuste de producción | Instrucciones/dispositivo de medición | 100 % de todos los artículos inspeccionados | 100 % de todos los artículos inspeccionados | Complementar | |||||||||
| 18 | Empaquetado | 1 | Método de empaquetado | Especificación de empaquetado | Inspección visual | Dos veces | En cada sustitución | Registro de empaquetado | Repetir tratamiento |  |
|||||

El siguiente estándar sobre inspección de muestreo es uno de los estándares impuestos por el Comité Japonés de Estándares Industriales. El estándar de inspección y el número de muestras (N) puede variar en cada caso. La variabilidad, tolerancia y desviación del estándar dependen y vienen determinadas por el número de muestras. Estándar de inspección: JIS Z9015/Estándar de inspección S4/AQL 1 %
| Tamaño de lote | Inspección estricta | Inspección tipo | Inspección indulgente | |||||
| (Número en lote 1) | Número de muestras | Número necesario para la aprobación | Número de muestras | Número necesario para la aprobación | Número de muestras | Número necesario para la aprobación | ||
| 2 | 〜 | 8 | 2 | Por debajo de 0 | 2 | Por debajo de 0 | 2 | Por debajo de 0 |
| 9 | 〜 | 15 | 2 | Por debajo de 0 | 2 | Por debajo de 0 | 2 | Por debajo de 0 |
| 16 | 〜 | 2 | 3 | Por debajo de 0 | 3 | Por debajo de 0 | 2 | Por debajo de 0 |
| 26 | 〜 | 50 | 5 | Por debajo de 0 | 5 | Por debajo de 0 | 2 | Por debajo de 0 |
| 51 | 〜 | 90 | 5 | Por debajo de 0 | 5 | Por debajo de 0 | 2 | Por debajo de 0 |
| 91 | 〜 | 150 | 8 | Por debajo de 0 | 8 | Por debajo de 0 | 3 | Por debajo de 0 |
| 151 | 〜 | 280 | 13 | Por debajo de 0 | 13 | Por debajo de 0 | 5 | Por debajo de 0 |
| 281 | 〜 | 500 | 13 | Por debajo de 0 | 13 | Por debajo de 0 | 5 | Por debajo de 0 |
| 501 | 〜 | 1,200 | 20 | Por debajo de 0 | 20 | Por debajo de 0 | 8 | Por debajo de 0 |
| 1,201 | 〜 | 3,200 | 32 | Por debajo de 1 | 32 | Por debajo de 1 | 13 | Por debajo de 1 |
| 3,201 | 〜 | 10,000 | 32 | Por debajo de 1 | 32 | Por debajo de 1 | 13 | Por debajo de 1 |
| 10,001 | 〜 | 35,000 | 50 | Por debajo de 1 | 50 | Por debajo de 1 | 20 | Por debajo de 1 |
| 35,001 | 〜 | 150,000 | 80 | Por debajo de 1 | 80 | Por debajo de 2 | 32 | Por debajo de 1 |
| 150,001 | 〜 | 500,000 | 80 | Por debajo de 1 | 80 | Por debajo de 2 | 32 | Por debajo de 1 |
| 500,001 | 〜 | 125 | Por debajo de 2 | 125 | Por debajo de 3 | 50 | Por debajo de 2 | |
Las inspecciones de apariencia son todas visuales. Al tratarse de inspecciones visuales, lamentablemente no es posible descubrir todos los defectos de apariencia y otros fallos. El rango de aceptación en cuanto a defectos de apariencia varía en función del tamaño. En principio, los rangos de aceptación se determinan de acuerdo con la siguiente explicación. Los rangos de aceptación se determinan de antemano y se indican en la especificación de los productos para los que la apariencia se considera importante y requieren resistencia mecánica. No es posible evitar completamente las virutas y las rayas en los imanes ya que tienen características físicas similares a la porcelana y al vidrio y por tanto se rompen con facilidad. Por esta razón, a menos que haya una viruta pronunciada que pueda minar las características magnéticas o descascarillar el tratamiento superficial dejando el producto expuesto a la corrosión, el producto será aceptado bajo concesión.
Muestra límite de apariencia
| Artículo | Diagrama | Dimensión | A | B | C | Número de defectos aceptados | Observaciones | Aceptado | Rechazado | ||
| Cara polar desconchada |  |
φ5 | ≦1.0mm | ≦1.0mm | ≦0.5mm | ≦1 ud. | La zona desconchada debe recibir tratamiento superficial |  |
 |
 |
|
| φ10 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦1 ud. | |||||||
| φ20 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦1 ud. | |||||||
| φ30 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦1 ud. | |||||||
| φ40 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦1 ud. | |||||||
| φ50 | ≦3.0mm | ≦3.0mm | ≦2.5mm | ≦1 ud. | |||||||
| Cara polar desconchada |  |
φ5 | ≦1.0mm | ≦1.0mm | ≦0.5mm | ≦2 uds. | La zona desconchada debe recibir tratamiento superficial |  |
 |
 |
 |
| φ10 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦2 uds. | |||||||
| φ20 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦2 uds. | |||||||
| φ30 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦2 uds. | |||||||
| φ40 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦2 uds. | |||||||
| φ50 | ≦3.0mm | ≦3.0mm | ≦2.5mm | ≦2 uds. | |||||||
| Poro |  |
Todos | ≦0.5mm | - | - | ≦2 uds. | La zona con poros debe recibir tratamiento superficial | ||||
| Rayas |  |
No se aceptan rayas, excluyendo las producidas por clavos. | La zona rayada debe recibir tratamiento superficial |  |
|||||||
| Grieta |  |
No se aceptan en ninguna forma | Determinar si es una grieta o una veta |  |
|||||||
| Decoloración por óxido |  |
No debe presentar decoloración por óxido y ninguna zona puede estar pandeada ni descascarillada. |  |
 |
 |
||||||
※1 Todos los defectos se determinarán por inspección visual.
※2 En casos en los que los estándares de inspección se establezcan de acuerdo con muestras límite, las muestras límite tendrán preferencia.
Los tipos de dispositivos de medición magnética que miden las fuerzas magnéticas varían en función del propósito de la inspección. A continuación se describen los dispositivos de medición habituales que se utilizan principalmente en la industria de los imanes.
| Fabricante | Tipo | Sonda de efecto Hall | Imagen de sonda | Imán de neodimio φ10mm×10mm |
Observaciones |
| Denshijiki Industry Co. | GM-4002 | T-401 |  |
506.5mT | Tipo de soporte de suelo |
| T-402 |  |
535.1mT | Tipo de soporte de suelo | ||
| KANETEC Co. | TM-601 | TM-601PRB |  |
488.0mT | Tipo móvil Dispositivo de precisión sencillo |
| Magfine Corporation | Calculadora magnética | 494.1mT | Valores previstos basados en cálculos magnéticos |
La diferencia en los resultados de medición depende del dispositivo de medición y de la sonda utilizados. Material de prueba, imán de neodimio, φ 10 mm × 10 mm
Los imanes que corrigen o calibran los errores de teslámetros/gausímetros y fluxómetros se denominan imanes estándar. Debido a que los teslámetros/gausímetros son instrumentos de precisión, pueden producir errores debido a la antigüedad del instrumento y al entorno. Incluso en caso de error, estos dispositivos de comprobación están diseñados para que no puedan corregirse manualmente. Por ello se utilizan imanes estándar para poner a prueba estos medidores y calibrar cualquier error. Los imanes estándar también se comprueban con regularidad en un centro de pruebas para confirmar que cumplen con los estándares de la industria de los imanes.
El fluxómetro mide el flujo total y puede analizar con precisión y rapidez un gran volumen de imanes para detectar los que presentan mayor o menor desviación respecto a sus características. Resulta ideal cuando se necesitan inspeccionar todos los productos o es necesario realizar una inspección a gran escala. La unidad utilizada es Wb o Mx. Para utilizar este instrumento, es necesaria una bobina exploratriz ajustada al imán que se va a comprobar para medir la variación del flujo total al extraer el imán de la bobina exploratriz.
El analizador de BH mide las características magnéticas del material magnético permitiendo así averiguar las características de imantación y los productos energéticos necesarios para diseñar circuitos magnéticos. También puede comprobar si las características magnéticas establecidas para cada material magnético se encuentran dentro del rango de especificación. Para medir las características, se requieren un potente campo electromagnético y una fuente de alimentación de alta tensión. Se utiliza principalmente en plantas de fabricación de imanes y en centros de investigación y desarrollo de imanes.
El teslámetro o gausímetro mide la densidad del flujo magnético. Sobre la superficie del imán u otra superficie se instala un dispositivo de efecto Hall que mide la densidad del flujo magnético que pasa a través de un área de 1 cm2 . De acuerdo con la definición de densidad del flujo magnético, cuando un flujo magnético de 1 Mx atraviesa perpendicularmente la superficie, la densidad del flujo magnético es de 1 gauss. La unidad utilizada comúnmente en los dispositivos de medición es tesla o gauss. Es el dispositivo de comprobación magnética más ampliamente utilizado ya que permite comprobar fácilmente las características magnéticas. Los valores de medición pueden variar en gran medida por la influencia del entorno y el método de comprobación. Por lo tanto, incluso si una misma persona comprueba el mismo imán en el mismo entorno, en algunos casos, los valores de medición pueden diferir ampliamente en función del fabricante, tipo y precisión de la sonda (dispositivo de efecto Hall), y de los puntos de medición sobre la superficie y la temperatura ambiente. Debido a que los criterios del entorno de medición dependen del entorno de uso, no pueden determinarse valores absolutos como tolerancias dimensionales. Por esa razón, es posible que se observen grandes diferencias en los valores de medición indicados en nuestros productos y los valores de medición del cliente. Los métodos y los entornos de medición difieren en función del fabricante y los estándares de pruebas dentro del sector tampoco son los mismos. El entorno de pruebas y la densidad del flujo magnético que servirán de estándar vendrán determinados por el entorno de pruebas utilizado por el usuario.