
Magfine Corporation est la meilleure société dans le domaine de l'aimant avec 25 ans d'expérience et d'existence
Différentes institutions au Japon et à l'étranger préconisent la gestion et le contrôle de la qualité. Les réglementations comprennent l'ISO, une norme internationale pour la gestion et les inspections, prévue par l' Organisation Internationale de Normalisation, et la JIS, la norme japonaise édictée par le Comité Japonais sur les Normes Industrielles. D'autres réglementations, incluant REACH, RoHS et SPFO, sont des normes européennes concernant la qualité, les matériaux et les produits. Bien que notre usine au Japon ne soit pas certifiée ISO, nous nous engageons envers la standardisation des procédures de production et des normes d'inspection, conformément aux différentes normes en vigueur.
Nous souhaiterions ici vous expliquer la procédure de gestion de la qualité des aimants, qui sont des aimants typiques en terres rares bien connus. Sur notre site Web, nous avons présenté les sites de production, avec la collaboration de notre fabricant OEM en Chine. (Les procédures de gestion de la qualité diffèrent également légèrement en raison des différentes méthodes de production, et en fonction des matériaux, comme les aimants en ferrite, les aimant au samarium-cobalt, etc). Afin d'éviter que des produits présentant des défauts ne soient expédiés, des procédures de conception, de production et de finition sont gérées et inspectées rigoureusement par les employés de notre société qui ont été affectés en Chine. Nous nous engageons à nous améliorer et à identifier la source de tous les problèmes de traçabilité, en cas de quelconque défaillance.
| N° | Procédure | Usine | Propriétés | Méthode | Traitement des produits défaillants | Images | |||||||||
| N° | Produit | Procédure | Tolérance de spécification pour la procédure de production, | Méthode de contrôle | Échantillon | Méthode d'ajustement de la gestion | |||||||||
| Ouvrier | Vérification | ||||||||||||||
| Permis | Fréquence / temps | Permis | Fréquence / temps | Ouvrier | Vérification | ||||||||||
| 1 | Acceptation des matières premières | 1 | Structure | Norme de travail | Dispositif d'analyse ICP | 4 unités | Chaque lot | Manuel d'inspection statistique | Rapport d'analyse ICP | Retour produit |    |
||||
| 2 | Aspect | Contrôle visuel | 4 barils(cartons) | Consignes techniques | |||||||||||
| Inspection pour alliage Pr Nd | 3 | Contenu | Dispositif d'analyse ICP | 4 unités |  |
||||||||||
| 2 | Préparation du matériau | Couteau de polissage | 1 | Aspect | Inspection des modifications, de la rouille, de l'oxydation, des impuretés | Contrôle visuel | Tous inspectés | Chaque lot | Re-traiter |  |
|||||
| 3 | Mélange | 1 | Mélange de matériaux Inspection du poids | Manuel d'instructions pour proportions de mélange des matériaux | Dispositif de réglage pour tableau électrique | Une fois | Chaque lot | Manuel de procédure de mélange | Re-traiter Réajuster | ||||||
| 4 | Fusion | Four de fusion sous vide | 1 | Taux de récupération | 97% -99,5% | Dispositif de réglage pour tableau électrique | 1pièce | Chaque entrée | Enregistrement quotidien de fusion | Diagramme de tendance | 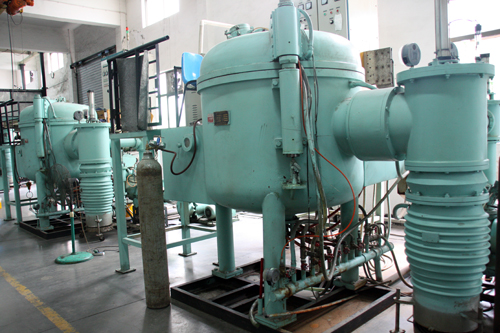 |
||||
| 2 | Pression sous vide | Schéma d'instructions pour la procédure de fusion | Jauge de vide | Une fois | Chaque entrée | Enregistrement quotidien de fusion | Limite de séparation | ||||||||
| 3 | Pression d'argon | Baromètre | Chaque fois | ||||||||||||
| 4 | Refroidissement | Durée | |||||||||||||
| 5 | Aspect après moulage | Instructions relatives à la procédure de moulage | Contrôle visuel | 1pièce | Chaque lot | Rapport d'inspection d'aspect après réalisation du gabarit de moulage | Limite de séparation | ||||||||
| 6 | Épaisseur après moulage | Instructions relatives à la procédure de moulage | Micromètre | 4pièces | Chaque entrée | Rapport d'inspection d'épaisseur après réalisation du gabarit de moulage | |||||||||
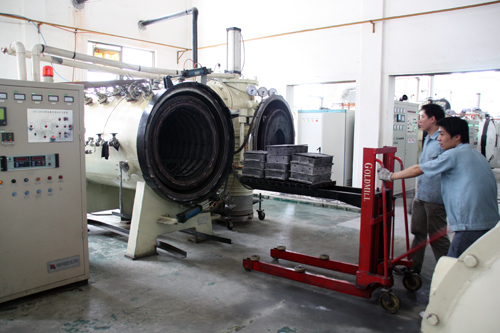
| 5 | Grillage sous environnement d'hydrogène (traitement thermique) | Incinérateur à hydrogène | 1 | Pression sous vide | <=1Pa | Jauge de vide | Une fois | Chaque entrée | 1pièce | A chaque fois au remplacement | Enregistrement HP initial | Enregistrement HP | Limite de séparation |  |
|
| 2 | Pression d'hydrogène | 0.1-0.2Mpa | Baromètre | ||||||||||||
| 3 | Conformité | 2-2.5h | Durée | ||||||||||||
| 4 | Température de déshydrogénation | 550°C-590°C | Dispositif de contrôle de la température | ||||||||||||
| 5 | Durée de déshydrogénation | 6-8h | Minuteur | ||||||||||||
| 6 | Refroidissement | 3.5-4h | |||||||||||||
| 6 | Pulvérisation | Broyeur de pulvérisation à jet | 1 | Taille des particules | 3,5-4,0 micron | Dispositif de mesure pour les tailles moyennes | 1pièce | Chaque baril | Rapport quotidien d'inspection de taille | (Valeur moyenne) Diagramme X-R | Limite de séparation |
    |
|||
| 2 | Contient de l'oxygène | Analyseur d'oxygène | Tous les éléments inspectés à 100% | Chaque entrée | Rapport de pulvérisation | ||||||||||
| 3 | Vitesse de rotation de séparation | 3000-4500r/min | Compteur de vitesse | Tous les éléments inspectés à 100% | Chaque entrée | 1pièce | Quotidiennement | Rapport de pulvérisation | |||||||
| 7 | Pesage de la poudre | Échelle | 1 | Échelle | Mesure de la masse de poudre | Ajustement du plan de production | Échelle | 1type | Chaque fois Chaque taille 3 fois | 1 type | Chaque fois | Enregistrement du moulage | Enregistrement du moulage | Re-faire |   |
| 8 | Moulage | Machine de formage magnétique | 1 | Courant de magnétisation | >40(A) | Ampèremètre | Tous les éléments inspectés à 100% | Chaque fois Chaque taille | Une fois | Chaque fois | Enregistrement du moulage | Enregistrement du moulage | Retraitement Ajustement |    |
|
| 2 | Tendance de magnétisation | >=1500mT >=1200mT |
Gauss mètre | Une fois | Chaque fois Chaque taille | ||||||||||
| 3 | Taille de moulage | Ajustement de la production | Étrier | 1pièce | Chaque fois Chaque taille 3 fois | Re-faire | |||||||||
| 4 | Aspect | Aucun copeau, aucune impureté | Contrôle visuel | Tous les éléments inspectés à 100% | Chaque taille | ||||||||||
| 5 | Emballage | Pas de fuite d'air après aspiration | |||||||||||||
| Aimantation parallèle | 6 | Pas de fuite d'air | Identification de séparation |  |
|||||||||||
| 9 | Agent de séparation | Cartouche d'azote | 1 | Aspect | Aimantation parallèle et déshuilage, aucune fuite d'huile | Tous les éléments inspectés à 100% | Chaque fois | Une fois | Chaque fois | Enregistrement du frittage | Enregistrement du moulage | Identification de séparation | |||
| 2 | Quantité d'oxygène contenue | <1ppm | Mesure du contenu en oxygène | Chaque fois | |||||||||||
| 10 | Frittage | Incinérateur sous vide | 1 | Poids à l'intérieur de l'incinérateur | Instructions pour le frittage | Calcul (poids unitaire x total) | Une fois | Chaque entrée | Une fois | Chaque fois | Enregistrement du frittage | Enregistrement du frittage | Limite de séparation |
|
|
| 2 | Température de frittage | Instructions pour le la production | Tableau électrique, dispositif de réglage de la température | Tous les éléments inspectés à 100% | |||||||||||
| 3 | Temps de frittage | ||||||||||||||
| 4 | Température de revenu | ||||||||||||||
| 5 | Température de revenu | ||||||||||||||
| 6 | Pression sous vide | Instructions pour le frittage | Jauge de vide | Une fois | |||||||||||
| 11 | Inspection des propriétés magnétiques | 1 | Dispositif d'étalonnage | Bobine pour l'étalonnage | Dispositif d'essai pour les propriétés magnétiques | Une fois | Quotidiennement | ||||||||
| 2 | 20+/-3°C Br |
Dossier de spécification | Vérifiez la réglementation pour l'échantillonnage en vue de l'inspection des matériaux | Enregistrement des propriétés NdFeB | Enregistrement des propriétés | Séparation ou abaissement du niveau | 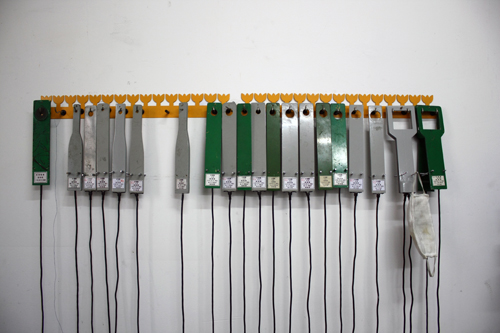  |
||||||||
| 3 | 20+/-3°C Hcb |
||||||||||||||
| 4 | 20+/-3°C Hcj |
||||||||||||||
| 5 | 20+/-3°C (BH)max |
||||||||||||||
| 6 | Densité | Mesures de précision | >=2 PCS | Chaque lot | Enregistrement des essais de densité | Séparation | |||||||||
| 12 | Rectification centerless | Centerless | 1 | Dimension | Ajustement de la production | Micromètre | AQL=1.00 | Chaque lot | Enregistrement de la procédure de rectification | Re-traiter | |||||
| 2 | inspection de l'aspect, des fissures, des trous, des éclats, de la rouille, de la finition | Finition, norme de travail | Contrôle visuel | 100% Tous les éléments inspectés | Enregistrement de la procédure de rectification | Séparation |
 
|
||||||||
| 3 | Chanfreinage | Micromètre | >=4 PCS | Re-traiter | |||||||||||
| 4 | Aimantation | Mesure à l'aide du micromètre d'aimant démagnétisé | |||||||||||||
| 13 | Collage du matériau | Base de collage | 1 | Perpendiculaire | Ajustement de la production | Contrôle visuel | Tous les éléments inspectés à 100% | Chaque taille | Enregistrement de la procédure de découpe | Limite |  |
||||
| Fixation du matériau | 2 | Perpendiculaire | Placer la pièce de travail perpendiculairement à la lame | Rapporteur pour lame | 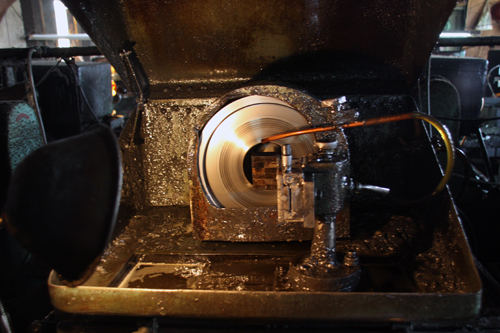  |
||||||||||
| Découpe | Outil de coupe | 3 | Vitesse de coupe | Marteau lourd 3 kg-6k | Échelle | ||||||||||
| 4 | Taille de découpe | Ajustement de la production | Micromètre | Chaque lot | Re-traiter | ||||||||||
| Retrait du produit adhésif, nettoyage | 5 | Durée d'ébullition | 1.5h-2h | Minuteur | Limite | ||||||||||
| 14 | Inspection du traitement de pré-surface | 1 | Dimension | Normes de travail de traitement pré-surface | Micromètre | AQL=1.00 | Chaque lot | Exemple d'échantillon | Tous les éléments inspectés à 100% |   |
|||||
| 2 | Inspection de l'aspect, des fissures, des piqures, des éclats, des repères de coupe ou des rayures, de l'huile d'étanchéité, de la planéité, des trous, du nombre de défauts | Contrôle visuel | 100% Tous les éléments inspectés | Re-traiter |  |
||||||||||
| 3 | Circulatoire | Micromètre | 4% | Séparation Re-traiter | |||||||||||
| 4 | Magnétisme | Mesure à l'aide du micromètre d'aimant démagnétisé | Re-traiter | ||||||||||||
| 5 | Nombre de pièces | Instructions | Instructions / appareil de mesure | Tous les éléments inspectés à 100% | Tous les éléments inspectés à 100% | Exemple d'échantillon | Supplément | ||||||||
| 17 | Inspection de la finition | Dispositif d'aimantation | 1 | Dimension | Instructions | Micromètre | AQL=1.00 | Chaque lot | Enregistrement de l'échantillon de produit fini | Re-traiter |  |
||||
| 2 | Inspection de l'aspect, des fissures, des piqures, des éclats, des repères de coupe ou des rayures, de la rouille, des trous ou du traitement de surface | Normes de travail pour les mesures | Contrôle visuel | Tous les éléments inspectés à 100% |  |
||||||||||
| 3 | Épaisseur du revêtement | Instructions | Jauge d'épaisseur du revêtement | 2-6 PCS | Enregistrement de l'inspection de l'épaisseur du revêtement | ||||||||||
| 4 | Revêtement Corrosion | Instructions pour brouillard salin | Essai de brouillard salin | 1-6 PCS | Enregistrement de brouillard salin | 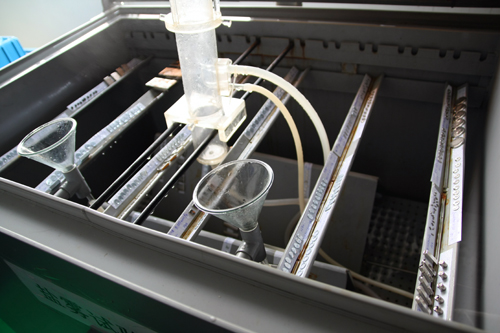  |
|||||||||
| 5 | Densité de flux magnétique superficiel | Densité de flux magnétique superficiel, norme de travail | Gauss mètre | 10-80 PCS | Exemple d'échantillon | Sélectionnez uniquement des produits défectueux après inspection de tous les produits |  |
||||||||
| 6 | Valeur totale du flux magnétique | Valeur totale du flux magnétique, norme de travail | Fluxmètre | 10-80 PCS |  |
||||||||||
| 7 | Nombre de pièces | Ajustement de la production | Instructions / appareil de mesure | Tous les éléments inspectés à 100% | Tous les éléments inspectés à 100% | Supplément | |||||||||
| 18 | Emballage | 1 | Méthode d'emballage | Caractéristiques de l'emballage | Contrôle visuel | Deux fois | A chaque fois au remplacement | Enregistrement de l'emballage | Re-traiter |  |
|||||

La norme ci-dessous pour le contrôle par échantillonnage est l'une des normes établies par le Comité de normalisation industrielle japonais. La norme de l'inspection et le nombre d'échantillons (N) peuvent être déterminés selon les besoins. La variabilité, la tolérance et l'écart-type dépendent, et sont déterminés par le nombre d'échantillons. Norme d'inspection : JIS Z9015 / Norme d'inspection norme S4/AQL 1%
| Taille du lot | Inspection stricte | Inspection moyenne | Inspection clémente | |||||
| (Nombre dans 1 lot) | Nombre d'échantillons | Nombre requis pour acceptation | Nombre d'échantillons | Nombre requis pour acceptation | Nombre d'échantillons | Nombre requis pour acceptation | ||
| 2 | 〜 | 8 | 2 | En dessous de 0 | 2 | En dessous de 0 | 2 | En dessous de 0 |
| 9 | 〜 | 15 | 2 | En dessous de 0 | 2 | En dessous de 0 | 2 | En dessous de 0 |
| 16 | 〜 | 2 | 3 | En dessous de 0 | 3 | En dessous de 0 | 2 | En dessous de 0 |
| 26 | 〜 | 50 | 5 | En dessous de 0 | 5 | En dessous de 0 | 2 | En dessous de 0 |
| 51 | 〜 | 90 | 5 | En dessous de 0 | 5 | En dessous de 0 | 2 | En dessous de 0 |
| 91 | 〜 | 150 | 8 | En dessous de 0 | 8 | En dessous de 0 | 3 | En dessous de 0 |
| 151 | 〜 | 280 | 13 | En dessous de 0 | 13 | En dessous de 0 | 5 | En dessous de 0 |
| 281 | 〜 | 500 | 13 | En dessous de 0 | 13 | En dessous de 0 | 5 | En dessous de 0 |
| 501 | 〜 | 1,200 | 20 | En dessous de 0 | 20 | En dessous de 0 | 8 | En dessous de 0 |
| 1,201 | 〜 | 3,200 | 32 | En dessous de 1 | 32 | En dessous de 1 | 13 | En dessous de 1 |
| 3,201 | 〜 | 10,000 | 32 | En dessous de 1 | 32 | En dessous de 1 | 13 | En dessous de 1 |
| 10,001 | 〜 | 35,000 | 50 | En dessous de 1 | 50 | En dessous de 1 | 20 | En dessous de 1 |
| 35,001 | 〜 | 150,000 | 80 | En dessous de 1 | 80 | En dessous de 2 | 32 | En dessous de 1 |
| 150,001 | 〜 | 500,000 | 80 | En dessous de 1 | 80 | En dessous de 2 | 32 | En dessous de 1 |
| 500,001 | 〜 | 125 | En dessous de 2 | 125 | En dessous de 3 | 50 | En dessous de 2 | |
Toutes les inspections sont effectuées visuellement. Étant donné que les inspections sont des inspections visuelles, il n'est malheureusement pas possible d'éviter tous les défauts d'aspect et autres défaillances. La plage autorisée pour les défauts d'aspect varie en fonction de la taille. En principe, les plages admissibles sont déterminées comme ci-dessous. Les plages autorisées sont déterminés à l'avance et stipulées dans le cahier des charges pour les produits dont l'apparence est considérée comme importante et qui requièrent une résistance mécanique. Il n'est pas possible d'empêcher complètement les éclats ni les rayures sur les aimants car ils ont des propriétés physiques similaires à la porcelaine et au verre, et donc se cassent facilement. Par conséquent, à moins qu'un éclat important pouvant affaiblir les propriétés magnétiques soit présent, ou qu'un traitement de surface se délite pouvant conduire à de la corrosion, le produit sera accepté sous concession.
Échantillon limite pour l'aspect
| Élément | Diagramme | Dimension | A | B | C | Nombre de défauts acceptés | Remarques | Accepté | Refusé | ||
| Face du pôle écaillée |  |
φ5 | ≦1.0mm | ≦1.0mm | ≦0.5mm | ≦1pièce | Il doit y avoir un traitement de surface sur la zone écaillée |  |
 |
 |
|
| φ10 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦1pièce | |||||||
| φ20 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦1pièce | |||||||
| φ30 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦1pièce | |||||||
| φ40 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦1pièce | |||||||
| φ50 | ≦3.0mm | ≦3.0mm | ≦2.5mm | ≦1pièce | |||||||
| Face du pôle écaillée |  |
φ5 | ≦1.0mm | ≦1.0mm | ≦0.5mm | ≦ 2pièces | Il doit y avoir un traitement de surface sur la zone écaillée |  |
 |
 |
 |
| φ10 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦ 2pièces | |||||||
| φ20 | ≦2.0mm | ≦2.0mm | ≦1.0mm | ≦ 2pièces | |||||||
| φ30 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦ 2pièces | |||||||
| φ40 | ≦2.5mm | ≦2.5mm | ≦2.0mm | ≦ 2pièces | |||||||
| φ50 | ≦3.0mm | ≦3.0mm | ≦2.5mm | ≦ 2pièces | |||||||
| Trou d'aiguille |  |
Tous | ≦0.5mm | - | - | ≦ 2pièces | Il doit y avoir un traitement de surface sur la zone piquée | ||||
| Rayures |  |
Rayures, par ex. par des clous ne sont pas acceptables | Il doit y avoir un traitement de surface sur la zone rayée |  |
|||||||
| Fissure |  |
Aucune n'est acceptable | Déterminez s'il s'agit d'une fissure ou d'une strie |  |
|||||||
| Décoloration due à la rouille |  |
Il ne doit y avoir aucune décoloration due à la rouille et aucune zone ne doit présenter de renflement ou de peinture écaillée |  |
 |
 |
||||||
※ 1 Tous les éléments seront déterminés par inspection visuelle.※ 2 Si les normes d'inspection sont fixées en fonction des échantillons limites, ce sont ceux-ci qui prévaudront.
Il existe différents types d'appareils de mesure magnétique permettant de mesurer les forces magnétiques selon les objectifs de l'inspection. Voici les appareils de mesure typiques qui sont utilisés principalement dans l'industrie de l'aimant.
| Fabricant | Type | Sonde à élément effet Hall | Image de la sonde | Aimant néodyme φ10mm×10mm |
Remarques |
| Denshijiki Industry Co. | GM-4002 | T-401 |  |
506.5mT | Type posé sur le sol |
| T-402 |  |
535.1mT | Type posé sur le sol | ||
| KANETEC Co. | TM-601 | TM-601PRB |  |
488.0mT | Dispositif à simple précision de type mobile |
| Magfine Corporation | Calculatrice magnétique | 494.1mT | Estimations fondées sur des calculs magnétiques |
Différences entre les résultats de mesures dues à la différence de dispositifs de mesure et de sonde. Matériau d'essai aimant néodyme φ10mm×10mm
Un aimant qui corrige ou étalonne erreurs des mètres et fluxmètres tesla / gauss est appelé aimant standard. Comme les tesla / gauss mètres sont des appareils de précision, des erreurs peuvent se produire en raison de leur âge et de leur environnement. Même si ces erreurs se produisent, ces dispositifs d'essai sont conçus de sorte qu'ils ne peuvent pas être corrigés manuellement. Par conséquent, des aimants standard sont utilisés pour effectuer des essais de mesure réguliers afin de calibrer les erreurs éventuelles. Les aimants standard sont également testés régulièrement dans un établissement d'essai pour vérifier qu'ils répondent aux normes de l'industrie des aimants.
Un fluxmètre mesure le flux total et peut analyser avec précision et rapidement un grand volume d'aimants pour vérifier quels sont ceux qui présentent une petite ou une grande variation dans leurs caractéristiques. Ce dispositif est adapté à l'analyse de tous les articles ou en cas d'inspection d'un volume très important d'aimants. L'unité utilisée est le Wb ou le Mx. Il est nécessaire de construire une bobine de recherche qui correspond à l'aimant à tester de sorte qu'il soit possible de mesurer la variation du flux total lorsque l'aimant est retiré de la bobine de recherche.
L' analyseur BH mesure les caractéristiques magnétiques du matériau magnétique, ce qui permet alors de déterminer les caractéristiques de démagnétisation et le produit énergétique nécessaires pour la conception de circuits magnétiques. Il peut également vérifier si les valeurs des caractéristiques magnétiques avancées pour chaque matériau magnétique restent dans la plage de spécifications. Afin de mesurer les caractéristiques, un puissant champ électromagnétique et un dispositif d'alimentation avec une tension élevée sont nécessaires. Ce dispositif est principalement utilisé dans les usines de fabrication d'aimants et dans les institutions de recherche et de développement sur les aimants.
Le tesla mètre ou gauss mètre mesure la densité du flux magnétique. Un dispositif à effet Hall est installé sur la surface de l'aimant ou sur une autre surface et la densité du flux magnétique qui traverse un espace de 1cm2 . Par définition de la densité de flux magnétique, quand 1 Mx de flux magnétique est croisé perpendiculairement, la densité de flux magnétique est de 1 gauss. L'unité couramment utilisée pour les appareils de mesure est le tesla ou le gauss. Ce système est très largement utilisé sur tous les appareils d'essais magnétiques, car il peut vérifier facilement les caractéristiques magnétiques. Les valeurs de mesure peuvent varier dans de grandes proportions, car elles sont facilement affectées par l'environnement de test et par la méthode d'essai. Par conséquent, même si le même aimant est testé par la même personne dans le même environnement, dans certains cas, les valeurs de mesure peuvent varier énormément selon le fabricant, le type et la précision de la sonde (dispositif à effet Hall), les points mesurés sur la surface et la température ambiante. Comme les critères d'environnement de mesure dépendent de l'environnement d'utilisation, il est impossible d'indiquer des valeurs absolues telles que des tolérances dimensionnelles. Pour cette raison, il peut y avoir une grande divergences entre les valeurs des mesures indiquées sur nos produits et les valeurs de mesure du client. Les méthodes de mesure et les environnements diffèrent selon le fabricant, et les normes d'essai ne sont pas non plus identiques dans toute l'industrie. L'environnement d'essai et la densité de flux magnétique qui doivent servir de norme sont déterminés sur la base de l'environnement d'essai employé par l'utilisateur.
